 English
English Español
Español عربى
عربى
محتوى
- 1 1. اختيار المواد والتحقق منها
- 2 2. فحص المواد الواردة
- 3 3. التحكم في المعالجة الحرارية
- 4 4. دقة التصنيع وفحص الأبعاد
- 5 5. ملف تعريف الشفرة وفحص جودة السطح
- 6 6. التحكم في اللحام والتجميع
- 7 7. الاختبار غير المدمر للمكونات
- 8 8. اختبار الخصائص الميكانيكية
- 9 9. تقييم مقاومة التآكل
- 10 10. التحقق من الأبعاد والوظيفية قبل التسليم
- 11 11. التوثيق والتتبع
- 12 12. التحسين المستمر وعمليات التدقيق
- 13 خاتمة
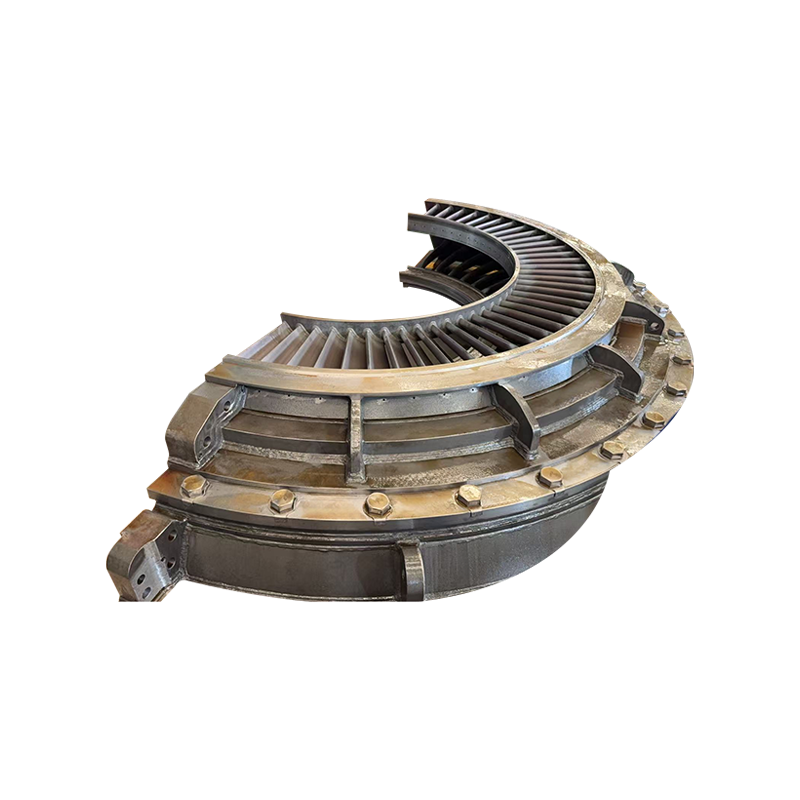
تعتبر التوربينات البخارية مكونات مهمة في توليد الطاقة والعمليات الصناعية. يعتمد أداء وكفاءة وموثوقية التوربينات البخارية على دقة ومتانة مكوناتها. ومن بين هؤلاء، الأجزاء الهيكلية من الفولاذ الكربوني لحجاب التوربينات البخارية مهم بشكل خاص. تشمل هذه المكونات الحلقات الداخلية والخارجية والشفرات الثابتة التي توجه البخار عبر التوربين. ونظرًا لأنها تعمل تحت درجات حرارة عالية وضغوط عالية وضغط ميكانيكي شديد، فإن ضمان جودتها أثناء الإنتاج أمر ضروري.
تتضمن مراقبة الجودة في إنتاج أغشية توربينات الفولاذ الكربوني سلسلة من التدابير التي تشمل اختيار المواد، وعمليات التصنيع، ودقة الأبعاد، والخواص الميكانيكية، والفحص النهائي. الهدف هو إنتاج مكونات تلبي متطلبات الأداء والسلامة الصارمة مع تقليل مخاطر الفشل أثناء التشغيل.
1. اختيار المواد والتحقق منها
الخطوة الأولى في مراقبة الجودة هي اختيار الفولاذ الكربوني المناسب لمكونات الحجاب الحاجز. يجب أن تتمتع المادة بالقوة والصلابة العالية والمقاومة لدرجات الحرارة المرتفعة والتآكل. يتم تقييم الموردين بعناية، ويتم التحقق من شهادات المواد لضمان الامتثال لمعايير الصناعة. يتم إجراء تحليل التركيب الكيميائي للتأكد من مطابقة الفولاذ للمواصفات المطلوبة. يتضمن ذلك اختبار محتوى الكربون وعناصر السبائك والشوائب التي يمكن أن تؤثر على الخواص الميكانيكية.
2. فحص المواد الواردة
عند استلام الفولاذ الكربوني الخام، يتم إجراء عمليات فحص شاملة قبل دخول المادة إلى الإنتاج. تتحقق عمليات الفحص البصري من عيوب السطح مثل الشقوق أو الشوائب أو التآكل. تُستخدم طرق الاختبار غير المدمرة، مثل الاختبار بالموجات فوق الصوتية أو فحص الجسيمات المغناطيسية، للكشف عن العيوب الداخلية التي قد تؤثر على سلامة مكونات الحجاب الحاجز. فقط المواد التي تجتاز عمليات التفتيش هذه هي التي تنتقل إلى مرحلة التصنيع.
3. التحكم في المعالجة الحرارية
تعد المعالجة الحرارية عملية حاسمة في تعزيز الخواص الميكانيكية للأغشية المصنوعة من الفولاذ الكربوني. يتم استخدام عمليات مثل التلدين والتطبيع والتبريد والتلطيف لتحقيق الصلابة والمتانة واستقرار الأبعاد المطلوب. تشمل إجراءات مراقبة الجودة التحكم الدقيق في درجة حرارة الفرن ومدة التسخين ومعدلات التبريد. يتم استخدام المزدوجات الحرارية وأجهزة استشعار درجة الحرارة لمراقبة العملية، مما يضمن معالجة حرارية موحدة في جميع أنحاء المكون. تتحقق عمليات التفتيش بعد المعالجة من تحقيق الخواص الميكانيكية المطلوبة.
4. دقة التصنيع وفحص الأبعاد
تتطلب أغشية التوربينات البخارية أبعادًا دقيقة للغاية لضمان الملاءمة والوظيفة المناسبة. تتم مراقبة عمليات التصنيع، بما في ذلك الخراطة والطحن والطحن عن كثب. تُستخدم آلات CNC بشكل شائع لتحقيق تفاوتات صارمة ونتائج متسقة. تشمل إجراءات مراقبة الجودة عمليات فحص الأبعاد أثناء العملية باستخدام آلات القياس المنسقة والميكروميترات والفرجار. تضمن عمليات الفحص هذه أن الحلقات الداخلية والخارجية، وكذلك الشفرات الثابتة، تتوافق مع مواصفات التصميم. يتم تصحيح أي انحرافات على الفور لمنع انتشار العيوب خلال عملية الإنتاج.
5. ملف تعريف الشفرة وفحص جودة السطح
تعتبر الشفرات الثابتة لحجاب التوربين ضرورية لتوجيه تدفق البخار بكفاءة. يجب أن تتوافق ملفات تعريف الشفرة تمامًا مع مواصفات التصميم لتحسين تحويل الطاقة وتقليل الاضطراب. تعد جودة السطح مهمة أيضًا لمنع التآكل وتقليل الاحتكاك. يتضمن فحص الشفرة أدوات قياس عالية الدقة وتقنيات المسح الضوئي للتحقق من الشكل الهندسي وتشطيب السطح. تحدد عمليات الفحص البصري عيوب السطح، مثل الخدوش أو النتوءات، والتي قد تؤثر على الأداء.
6. التحكم في اللحام والتجميع
في بعض تصميمات الأغشية، يلزم اللحام لتوصيل شفرات ثابتة بالحلقات الداخلية والخارجية. تتضمن مراقبة الجودة في اللحام الإعداد المناسب لأسطح المفاصل واختيار مواد اللحام المناسبة والتحكم الدقيق في معلمات اللحام. يتم إجراء الاختبارات غير المدمرة، مثل الفحص الشعاعي أو الاختبار بالموجات فوق الصوتية، للكشف عن العيوب الداخلية، بما في ذلك المسامية أو الشقوق أو الانصهار غير الكامل. تضمن عمليات فحص التجميع محاذاة الشفرات بشكل صحيح وتثبيتها بشكل آمن، مع الحفاظ على السلامة الهيكلية للحجاب الحاجز.
7. الاختبار غير المدمر للمكونات
بالإضافة إلى فحص اللحام، يتم تطبيق اختبار غير مدمر على الحجاب الحاجز بأكمله لضمان الموثوقية. تُستخدم بشكل شائع اختبارات الموجات فوق الصوتية، والتصوير الشعاعي، وفحص الجسيمات المغناطيسية، واختبار تغلغل الصبغة. تكتشف هذه الأساليب العيوب الداخلية والشقوق السطحية والعيوب الأخرى التي قد تؤثر على الأداء. يعد الاختبار غير المدمر مهمًا بشكل خاص للأجزاء التي تعمل تحت ضغط عالٍ، حيث أن العيوب الطفيفة يمكن أن تؤدي إلى فشل كارثي أثناء تشغيل التوربين.
8. اختبار الخصائص الميكانيكية
يعد اختبار الخصائص الميكانيكية أمرًا ضروريًا للتأكد من أن أغشية الفولاذ الكربوني يمكنها تحمل الضغوط التشغيلية. يتم إجراء اختبارات مثل اختبار الشد واختبار الصلابة واختبار التأثير على عينات المواد والمكونات. تقوم هذه الاختبارات بتقييم القوة والمتانة والليونة، مما يضمن تلبية الأغشية لمتطلبات التصميم. يتم إعادة اختبار المكونات المعالجة حرارياً للتأكد من أن عملية المعالجة قد حققت الخصائص المطلوبة.
9. تقييم مقاومة التآكل
تتعرض أغشية التوربينات البخارية لبخار بدرجة حرارة عالية، مما قد يؤدي إلى تسريع عملية التآكل. تشمل تدابير مراقبة الجودة اختبار مقاومة التآكل، وغالبًا ما يتم ذلك باستخدام اختبارات رش الملح أو محاكاة التآكل عند درجات الحرارة العالية. يمكن تطبيق الطلاء أو المعالجات السطحية لتحسين مقاومة التآكل، ويتم التحقق من فعاليتها من خلال الاختبارات الخاضعة للرقابة. تضمن هذه الخطوة أن تحافظ الأغشية على السلامة الهيكلية على مدار فترات التشغيل الطويلة.
10. التحقق من الأبعاد والوظيفية قبل التسليم
قبل الشحن، يخضع كل غشاء لفحوصات وظيفية وأبعاد نهائية. تتم مقارنة القياسات بمواصفات التصميم، ويتم فحص المكونات للتأكد من التجميع الصحيح، ومحاذاة الشفرة، والسلامة الهيكلية الشاملة. قد تشمل الاختبارات الوظيفية التحقق من الخلوصات، وحركة الشفرات حيثما أمكن، وملاءمتها لأجزاء التوربين البينية. تتم الموافقة فقط على المكونات التي تفي بجميع المواصفات للتسليم إلى الشركة المصنعة للتوربينات أو محطة توليد الكهرباء.
11. التوثيق والتتبع
أحد الجوانب الأساسية لمراقبة الجودة هو الحفاظ على الوثائق الشاملة. كل دفعة من أغشية الفولاذ الكربوني تكون مصحوبة بسجلات توضح بالتفصيل شهادات المواد، ونتائج الفحص، ومعلمات المعالجة الحرارية، وتفاوتات التصنيع، وتقارير الاختبار غير المدمرة، وبيانات الاختبار الميكانيكي. تضمن إمكانية التتبع إمكانية ربط أي مشكلات يتم تحديدها أثناء تشغيل التوربينات بعمليات إنتاج محددة، مما يتيح اتخاذ الإجراءات التصحيحية والتحسين المستمر.
12. التحسين المستمر وعمليات التدقيق
لا تقتصر مراقبة الجودة على عمليات التفتيش الفردية. يتم تنفيذ برامج التحسين المستمر وعمليات تدقيق العمليات لمراقبة اتساق الإنتاج وتحديد فرص التحسين. تقوم أساليب التحكم في العمليات الإحصائية بتحليل الاختلافات في معايير الإنتاج، بينما تتحقق عمليات التدقيق الداخلي من الامتثال لمعايير الجودة. يتم أيضًا أخذ التعليقات الواردة من مشغلي التوربينات في الاعتبار لتحسين عمليات الإنتاج والتأكد من أن الأغشية تلبي متطلبات الأداء المتطورة.
خاتمة
يتطلب إنتاج الأجزاء الهيكلية المصنوعة من الفولاذ الكربوني لأغشية التوربينات البخارية مراقبة صارمة للجودة في كل مرحلة، بدءًا من اختيار المواد وحتى الفحص النهائي. يعد التأكد من أن هذه المكونات تمتلك الخصائص الميكانيكية المطلوبة، ودقة الأبعاد، ومقاومة التآكل، والسلامة الهيكلية أمرًا ضروريًا للتشغيل الموثوق والفعال للتوربينات البخارية. من خلال تنفيذ إجراءات مراقبة الجودة الشاملة، يمكن للمصنعين تقليل مخاطر فشل المكونات، وتحسين أداء التوربينات، وإطالة عمر الخدمة لهذه الأجزاء المهمة.
من خلال المراقبة الدقيقة للمواد، والتصنيع الدقيق، والمعالجة الحرارية، والاختبارات غير المدمرة، والتحقق النهائي، يتم إنتاج أغشية الفولاذ الكربوني لتلبية المعايير الصارمة التي تتطلبها التوربينات البخارية الحديثة. إن مراقبة الجودة ليست مجرد إجراء شكلي إجرائي؛ إنها عملية حاسمة تضمن السلامة والموثوقية والكفاءة التشغيلية في واحدة من البيئات الهندسية الأكثر تطلبًا.












